The coating experts of your own company:Full set solution for the coating production.
HCVAC can help you to enter the PVD coating easily by our vacuum coating machine and full range service. We will provide with most suitable technology according to your requirements.
We will make the special coating solution for each customer, combine the full set production technics to meet your requriements, to ensure high efficiency of production.
Opportunity for Starters in PVD Coating for Tools
PVD tool coatings are used in an increasing number of applications, because the increased hardness of the tool surface ensures resistance to wear and oxidation. PVD coating technology is not only an environmentally friendly method, it increases tool productivity substantially. With good reason PVD coating has become a fast growing industry with good profitability. Therefore more and more job coaters, regrinders and tool makers invest in PVD coating equipment.
Regrinders / tool makers
For regrinders as well as tool makers it is very important to act fast and be flexible. It is a way to distinguish yourself from the competition. For job coaters overnight turnaround belongs to the possibilities. And a better control of the tool coating quality is a result from bringing PVD coatings in-house. Lots of reasons to consider starting in PVD coatings.
Easy to implement
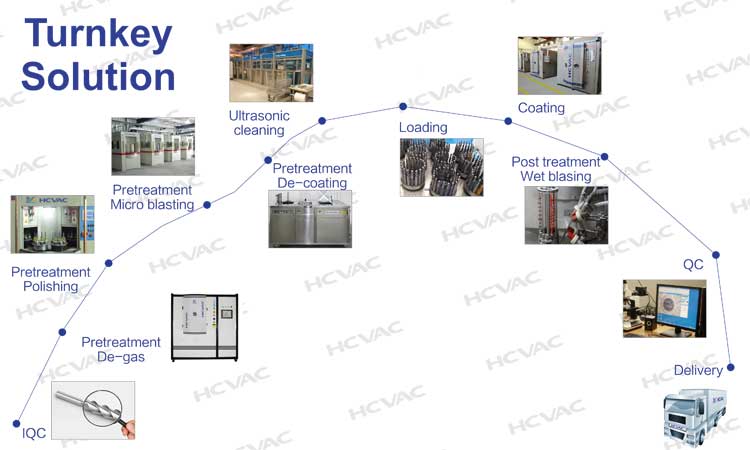
To many people unfamiliar with the process, PVD coating technology seems complicated. However, with the right investments and a good support, it is easier than expected. HCVAC has developed a turnkey coating process that makes a PVD coating centre easy to implement. A complete coating process consists of several steps: stripping (depending on the part’s history); pre-treatment; quality control; cleaning & drying; fixturing & visual inspection; PVD coating; quality control & thickness measurement and post-treatment (depending on the application). These steps are all available from one partner:HCVAC Technology, including mature technics and coatings.
| HCSH-380 | Usable plasma volume | Application technology | target |
| Ø400x H450mm | CMARC | 2pcs×3 | |
| Production cycle | Standard coating | Custom coating | |
| 3-5hours/cycle | TiN,CrN,AlTiN,AlCrN | TiCN,TiAlCrN,TiAlSiN , DLC | |
| Hardware | Software | Production/batch | |
| Magnetic molecular pump Pulse BIAS supply / HIPIMS Plasma etching |
Industrial PLC system Industrial PC system HCVACExpert remote diagnosis system |
EndMills D4×50mm=864 D10×75mm=264 Insert D18×5mm=1440 Hobs D80×80mm=15 |
|
| HCSH-600 | Usable plasma volume | Application technology | target |
| Ø400x H450mm | CMARC | 2pcs×3 | |
| Production cycle | Standard coating | Custom coating | |
| 4-6hours/cycle | TiN,CrN,AlTiN,AlCrN | TiCN,TiAlCrN,TiAlSiN , DLC | |
| Hardware | Software | Production/batch | |
| Magnetic molecular pump Pulse BIAS supply / HIPIMS HCD plasma etching |
Industrial PLC system Industrial PC system HCVACExpert remote diagnosis system |
EndMills D4×50mm=1920 D10×75mm=512 Insert D18×5mm=3276 Hobs D80×80mm=40 |
|
| HCSH-650 | Usable plasma volume | Application technology | target |
| Ø400x H450mm | CMARC | 4pcs×3 | |
| Production cycle | Standard coating | Custom coating | |
| 3-6hours/cycle | TiN,CrN,AlTiN,AlCrN | TiCN,TiAlCrN,TiAlSiN , DLC | |
| Hardware | Software | Production/batch | |
| Magnetic molecular pump Pulse BIAS supply / HIPIMS Plasma etching |
Industrial PLC system Industrial PC system HCVACExpert remote diagnosis system |
EndMills D4×50mm=4032 D10×75mm=880 Insert D18×5mm=6400 Hobs D80×80mm=64 |
|
| HCSH-900 | Usable plasma volume | Application technology | target |
| Ø400x H450mm | CMARC | 6pcs×3 | |
| Production cycle | Standard coating | Custom coating | |
| 5-8hours/cycle | TiN,CrN,AlTiN,AlCrN | TiCN,TiAlCrN,TiAlSiN , DLC | |
| Hardware | Software | Production/batch | |
| Magnetic molecular pump Pulse BIAS supply / HIPIMS Plasma etching |
Industrial PLC system Industrial PC system HCVACExpert remote diagnosis system |
EndMills D4×50mm=8640 D10×75mm=2200 Insert D18×5mm=1200 Hobs D80×80mm=140 |
| Type | name | colour | coating | Micro hardness (HV0.05) |
Max. Usage temperature (℃) |
Friction- (fretting) coefficient |
Thickness (um) |
| Nitrogen ceramics |
HAL | Black | ALTiN | 3800 | 900 | 0.6 | 2.5±0.5 |
| HAL Plus | Black | ALTiN | 3800 | 900 | 0.6 | 4±0.5 | |
| HAL Mini | Black | ALTiN | 3500 | 900 | 0.6 | 1.5±0.5 | |
| HAL B | Atropurpureus | ALTiN | 3600 | 900 | 0.6 | 2.5±0.5 | |
| HAR | Silver | CrN | 2000 | 700 | 0.3 | 3±0.5 | |
| HAT | Golden | TiN | 2400 | 600 | 0.5 | 3±0.5 | |
| HAS | Bronze | AlTiSiN | 3800 | 1000 | 0.4 | 3±0.5 | |
| HATC | Gray | TICN | 3500 | 400 | 0.2 | 2±0.5 | |
| HATC Plus | Bronze | TICN | 3200 | 400 | 0.25 | 2±0.5 | |
| HART | Golden | CrTiN | 2500 | 600 | 0.4 | 2.5±0.5 | |
| HRA | Blue grey | AlCrN | 3500 | 1000 | 0.4 | 4±0.5 | |
| HRAT | Gray | AlTiCrN | 3200 | 900 | 0.4 | 3±0.5 | |
| DLC | HCC | Black | CrN+W-C:H | 2200 | 300 | 0.2 | 2±0.5 |
| HCMC | Black | Cr+W-C:H+DLC | 1800 | 300 | 0.1 | 2±0.5 |
| Name | Low alloy steel |
High alloy steel |
Stainless |
Cast iron |
Copper | Bronze | Si<12% Al alloy |
Si>12% Al alloy |
Wood | Plastic | Drill | Drill cutting |
EndMill | Milling tool |
Turnin insert |
Hob | Slottin cutter |
Hob slottin cutter |
Tap |
| HAL Plus | A- | A | A- | A | A | A | A- | A | A | A | A | ||||||||
| HAL Mini | A- | A | A | A | A- | ||||||||||||||
| HAL B | A- | A | A- | A | A- | A- | A | A- | A- | ||||||||||
| HAR | A | A | A | A | A- | ||||||||||||||
| HAT | A | A | A | A- | A- | A- | A- | A- | A- | A- | A- | A- | |||||||
| HAS | A- | A- | A | A | A | A | |||||||||||||
| HATC | A | A | A- | ||||||||||||||||
| HATC Plus | A | A | A- | A | |||||||||||||||
| HART | A | A- | A- | A- | A- | A | A | A | A | A | A- | A- | A- | A- | A- | ||||
| HRA | A- | A | A | A- | A- | A- | A- | A- | A- | A- | A- | A- | A- | A- | A- | ||||
| HRAT | A | A | A | A- | A- | A- | A- | A- | A- | A- | A | A | A | A | A | A | A | A | |
| HCC | A | A | A- | A | A | A | |||||||||||||
| HCMC | A | A | A- | A | A | A- | |||||||||||||
| A:Applicable of existing materials or processing environment | |||||||||||||||||||
| A-:Can be used in the materiial and processing environment | |||||||||||||||||||
Turn-key PVD coating production line.









